文章來源于:www.restorunner.com
文章概述:了解3D打印分層厚度對于打印的重要性�����,以及是如何影響打印質(zhì)量�����、外觀以及可打印性的���。東莞創(chuàng)域手板—3D打印
了解3D打印分層厚度對于打印的重要性,以及是如何影響打印質(zhì)量�����、外觀以及可打印性的���。
所有的增材制造工藝都是通過一層一層打印出零件的�,因此分層厚度決定了打印的分辨率以及質(zhì)量,類似于分辨率之于電視機或計算機顯示屏����。較小的分層厚度意味著較高的分辨率,可以打印出更加平滑的表面����,因此產(chǎn)生的缺點就是打印時間會隨之增加。重要的是�,設計師是否看重外觀,或者是能否介紹快速打印�。
為什么分層厚度很重要
對于一些打印技術如SLS和Polyjet,分層厚度并不重要���,因為對于大多數(shù)應用來說該類技術的分辨率已經(jīng)足夠���。對于如FDM和SLA技術來說,分層厚度是重要的工藝參數(shù)��,因為它影響了打印的時間�。成本��、外觀以及力學性能。
對于一些技術來說�,通常采用0.1mm和0.2mm的分層厚度打打印相同的部件很難看出差別,但前者將要花費2倍的時間以及更多的成本�。
在設定分層厚度時考慮的應用非常關鍵,如果零件需要非常尖銳的邊緣或者需要進行裝配�,就需要比較小的分層厚度。
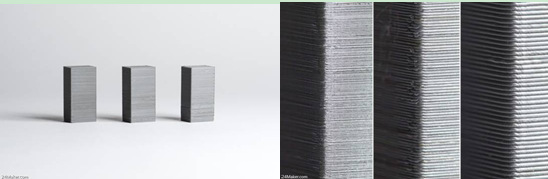
1)曲線和角度����。模型在有角度和曲率的位置上分層厚度造成的影響較為明顯,在垂直方向不易辨別���,如果設計中包含了大量的曲線或角度����,使用較小的分層厚度將會減小層疊紋帶來的視覺影響����。
2)垂直分辨率。分層厚度對于垂直方向的影響主要體現(xiàn)在平滑度上面��,當層厚為0.1mm時��,零件側(cè)面會顯現(xiàn)出紋理����,當層厚為0.2mm時�����,紋理會更明顯����。如果零件有互鎖或連接部分�,而且表面接近,層厚的影響就更加突出�。
3)打印失敗的可能性。對于一些打印工藝�����,當分層厚度較小時可能不利于打印�����,對于DLP技術���,采用0.1mm的分層厚度打印失敗的可能性會比0.025mm時降低三倍���,這是因為樹脂固化之后會有一個與數(shù)值槽的剝離階段�,而采用兩種分層厚度的視覺影響其實并不明顯����。
4)后處理���。分層厚度也會影響到后處理過程�,如果模型打印完后要被打磨�、清洗或噴漆,那么可以采用較大的分層厚度�����。
創(chuàng)域手板的優(yōu)勢:
1���、1小時報價���,2個工作天交貨。
2���、我司有德國的SLS和DLP�、美國的SLA快速成型設備���,美國的Stratasys的3D打印機��,金屬粉未3D打印機�����,美國ProJet860全彩3D打印設備���;臺灣進口CNC加工中心���;真空復模;數(shù)控沖床���、激光切割機��、折彎機等���。
3、手板外觀可噴漆�����、電鍍、拉絲����、絲印
4、可做3D打印手板����、塑膠手板�����、五金手板���、功能手板�����、外觀手板�����、透明手板�、耐高溫手板�、咖啡機手板、廚房家電手板、汽車配件手板等等�����。
關注創(chuàng)域手板更多新資訊請登陸:http://www.restorunner.com
域手板廠")


 版權所有 (C) 東莞市創(chuàng)域快速成型技術有限公司
版權所有 (C) 東莞市創(chuàng)域快速成型技術有限公司